






1 工艺概况
惠州大亚湾石化区综合污水处理厂为石化区内进驻企业提供污水处理服务。该污水处理厂采用MBR 工艺,要求出水水质必须达到《广东省水污染排放限值》第二时段一级标准的要求。该厂进水水质及排放标准如表1 所示。
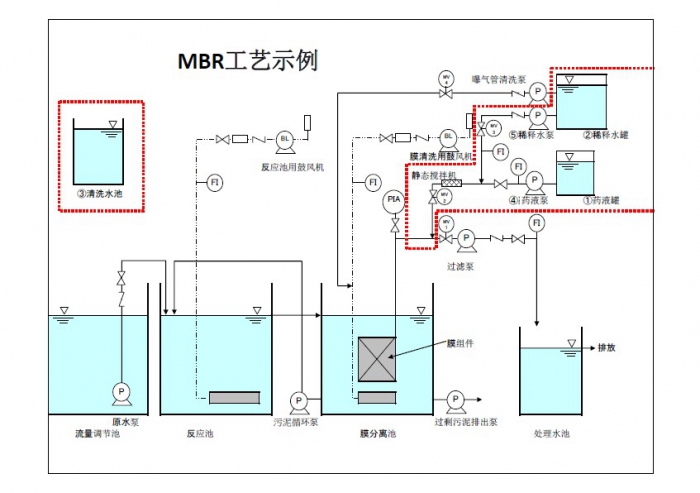
该污水处理厂工艺流程见图1。
该厂所用MBR 膜组件产自日本旭化成公司(Company),其核心聚偏氟乙烯(fluoroethylene)中空纤维膜是一种耐物理冲击且化学稳定性好的优良微滤膜,孔径为0.1~0.2 μm。MBR 单个膜组件由约3 000 根膜丝及附属零配件组成,有效膜表面积为25 m2,最高耐受压差为300 kPa,工作压差为80 kPa 以下,使用温度在40 ℃以下。若干个膜组件组合在一个膜架中,若干膜架组成一个污水处理膜组,运行膜组的数量主要根据水量的变化以及膜组状况而定。
2 MBR 工艺的运行参数设置
大亚湾石化区综合污水处理厂所接收石化废水的特性:含有大量毒性化合物;难降解有机物含量高;可生化性差,用传统生化工艺处理该废水存在COD、色度去除效果差等缺点;存在较大程度的冲击负荷,含盐度高,不利于生化处理系统的稳定运行。
2.1 膜组产水周期的设置
根据膜组件生产厂家的使用说明和工艺设计设定的运行条件,膜组产水周期为10 min,其中过滤产水9 min,膜组反洗1 min。膜组在此模式下运行可保持良好的稳定性,膜的过滤压力,即膜压差增长缓慢,有利于工艺系统(system)长时间安全运行。为检验不同产水周期对膜组稳定运行的影响,且达到提高产水量的目的,该厂对此进行了实验。实验所用两个膜组为A 膜组和B 膜组,每个膜组由7 个膜架组成,两个膜组使用年限、运行参数设置相同,运转情况、膜丝状况相近。其中A 膜组产水周期仍为10 min,B 膜组产水周期设置为13 min。通过一段时间的运行和观察,结果见图2。
由图2 可以看出,两个膜组的膜压差变化情况基本相同,只是在实验后期,B 膜组的膜压差超过A膜组5 kPa 左右。鉴于两个膜组的运行效果相近,膜压的差别较小,延长产水周期是可行的,而膜压差的控制可通过增大曝气量,增强膜丝的吹扫抖动力度来解决。通过此实验,在总生产成本不变的情况下,单个膜组的产水量提高了2.55%,单位污水处理成本下降了2.48%。
2.2 膜组产水量的设置通过延长膜组产水周期, 虽然提高了单个膜组产水量,但增量有限,不能满足实际的生产需要,因此,提高产水量参数势在必行。但提高产水量,需要与其他运行参数联动调试, 以避免威胁工艺的稳定运行以及加快膜组的折旧。这些参数包括曝气量、污泥浓度、运行液位、污水性质、溶解氧浓度等。据此,该厂以C 膜组为实验膜组, 其构成与A、B 膜组相同,只是使用年限较短,具体实验情况如下。
C 膜组产水周期为13 min, 前期产水量设置为50 m3/h,单个膜组件曝气量为4.17 m3/h,污泥质量浓度为1 700 mg/L, 溶解氧(Oxygen)质量浓度为2.20 mg/L 左右。运行10 个月后,对C 膜组进行离线化学药剂清洗工作,使之恢复到初始的膜压差。然后保持产水周期不变,产水量设置为60 m3/h,单个膜组件曝气量为5.36 m3/h,污泥质量浓度为3 000 mg/L,溶解氧质量浓度为2.60 mg/L 左右,MBR 生化池液位提高0.1 m。运行观察10 个月后,对比参数设置前后的膜压差变化情况,结果见图3。
由图3 可以看出, 二者的膜压差变化速率基本一致,在运行的后期随着膜压差的增大,产水量大的膜组被污染速度较快。这一点也不难理解,较大的产水量,势必加大了膜组的过水通量,污染物在膜表面的沉积作用也相应增大,但总体看来,只要维护及时到位,这种变化是可控的,不会对膜组的使用状况和寿命(lifetime)造成较大影响。
对于C 膜组,通过对各运行参数进行适度的调整,在产水周期13 min,产水量60 m3/h 条件下,取得了产水量增长23.05%, 成本下降18.74%的良好效果。参数调整后主要水质指标去除率情况(Condition)如图4 所示。
从参数调整期间的运行效果来看, 处理后的产水COD 去除率为85%~93%,磷酸盐去除率为80%~97%,氨氮去除率为78%~99%。整体上COD 的去除率稳定(解释:稳固安定;没有变动),磷酸盐和氨氮的去除率波动较大,这主要是由于进水的COD 含量波动相对较小,而磷酸盐和氨氮含量波动较大。通过不间断地监测(Food Monitor)和分析,产水各项水质指标均达到了排放标准的要求。参数调整后的运行状况符合工艺要求。
2.3 膜组反洗设置
该厂在运行初期按照自动化程序的设置, 执行了膜组在线反洗程序,但在随后的实际运行中发现,刚刚过滤后的产水即被打回膜组进行在线反洗工作存在很大的风险:一是产水洁净度不够,难以取得良好的效果; 二是一旦有膜组损坏而导致部分产水未被过滤,污染物及污泥颗粒进入产水,用此水进行反洗势必造成膜丝从内部堵塞, 严重影响膜组的安全运行。为杜绝此安全隐患,该厂在程序中取消了在线反洗,在每个产水周期中,原有的1 min 反洗被代之以1 min 的停止产水, 即以间歇产水的方式方法来保持膜组的稳定(解释:稳固安定;没有变动)运行。从图2 和图3 可以看出,停止此反洗程序对膜组的稳定运行影响不大。随着膜组的不断老化,膜压差上升的速率不断加快,就需要加大清洗的频次,这时只能采取离线化学药剂清洗措施(指针对问题的解决办法),虽然清洗彻底,但也操作控制繁杂,对正常的生产运行影响较大。对此有采取MBR 工艺的污水处理(chǔ lǐ)厂做了改进,如设计了在线药剂反洗系统(system)或净水反洗系统等。
3 MBR 工艺的膜组污染控制
3.1 膜组污染控制的4 个方面
一般情况下, 膜组的污染控制主要从4 个方面考虑:废水的预处理、膜本身的性质、活性污泥的性质以及MBR 的运行条件,四者相互影响,共同决定膜组的运行状况。废水预处理可以直接改善水的状况,减少悬浮物及其他污染物含量,从源头上降低(reduce)膜组污染的速率; 膜材质决定了膜的亲水性和膜孔隙率,膜孔的尺寸则会影响膜压差的大小;反应器的构造与错流速率将影响到活性污泥中胞外聚合物的生成、污泥絮体结构和大小以及溶解物的性质;MBR 中的HRT/SRT 则直接影响到污泥的浓度和EPS 的形成与生长〔6〕。膜污染的影响因素如图5 所示。
3.2 预处理措施粗、细格栅是控制(control)膜组污染的第一道措施,粗格栅、细格栅栅孔尺寸分别为15、5 mm。由于石化废水本身固体悬浮污染物含量较少,经过格栅处理后,废水中的悬浮污染物可去除80%以上,避免了这些污染物在膜组件内部蓄积。在实际运行中发现,膜组件内部固体悬浮物较少,膜丝呈现垂顺状,没有出现处理生活废水后的雨伞状乍起。
3.3 膜材质对膜组污染控制的影响该厂采用的膜材质为聚偏氟乙烯,具有优良的化学稳定性、耐辐射性和耐热性,但这种材质疏水性极强,易产生吸附污染,维护保养成本较高,限制了其在污水处理中的大规模应用。该厂在实际运行中发现,在膜压差处于高位时,膜丝表面形成了污泥滤饼层,大量膜丝被滤饼黏连在共同,使得内部膜丝不能起到过滤污水的作用, 为了维持设定的产水量,膜丝就会被施以更大的过膜压力,使膜丝黏连情况更加严重, 最后只能通过人工清理加化学药剂清洗的方式方法去除滤饼层, 以恢复整个膜组的过水通量。为了减弱膜的疏水性,有学者通过研究认为,可合成两亲聚合物作为添加剂与PVDF 原料共混制膜,可有效改善膜的性能〔7〕。
3.4 污泥方面的措施(指针对问题的解决办法)
为有效控制(control)膜组污染, 必须选择合适的污泥浓度。MBR 工艺有利于在高污泥浓度状况下运行,因而污泥负荷较低,较低的污泥负荷,一方面可以使产生的剩余污泥量减少从而降低了处置费用(expense), 但另一方面使得污泥龄变长。较长的污泥龄有利于世代期较长的细菌生长,但过长的污泥龄会使微生物产生出可溶性代谢产物。若大分子的SMP 被截留在MBR 中一方面会污染膜, 另一方面SMP 会吸附在气―水两相的界面上导致氧传递率的降低, 而小分子的SMP 则会穿过膜进入产水,导致产水水质变差。低污泥负荷还会使污泥产生EPS,使混合液的黏度(viscosity)升高, 从而导致污泥的脱水性能变差,膜过滤阻力变大〔8〕。该厂根据石化废水的性质和实际运行情况, 在膜组工作区域选择维持了不高的污泥质量浓度,以保持膜压差的平稳,并减少滤饼层的形成。
3.5 运行条件方面的措施
该厂通过长时间的摸索和对比, 并结合水质情况和工艺系统的运行状况, 主要采取了如下几项措施(指针对问题的解决办法):在约1 000 m3 的膜组工作区内,安装了A、B、C 3 个膜组,避免过高的装填度;在满足生产(Produce)要求的前提下,对每个膜组设定合适的膜通量,使用年限较长的A、B 膜组设定产水量为40 m3/h,年限较短的C 膜组产水量为60 m3/h;保持稳定的污泥浓度,3 000 mg/L 左右,并及时更新污泥,防止EPS 和丝状菌的大量产生;保持较大的曝气量,单个膜组件曝气量为5~6 m3/h, 以确保池内水体的高度紊动,控制(control)滤饼层在膜丝表面的形成;每个产水周期停止产水1 min,以利于膜丝在扰动水流的作用下抖落吸附在表面的污染物;定期对膜组进行离线化学药剂清洗工作,以彻底(thorough)清除膜丝表面污染物,恢复初始膜压差。具体参见
4 结论
为了适应进水质和量的变化,在确保产水达标排放的基础上, 通过不断优化调整MBR 运行参数,既可以提高工艺系统处理能力,又能够降低(reduce)生产成本,是MBR 工艺运行管理的核心内容。
采取合适的膜组污染控制措施是确保MBR工艺系统长时间稳定运行的基础, 在运行参数调整的同时,务必要考虑到对膜组污染的影响(influence),如果调整后的参数加快了膜组的污染, 又不能通过管理和技术手段使之减缓和恢复,则不能采用,反之则可行。
使用MBR 工艺处理石化废水具有稳定、高效(指效能高的)的特点,具有传统工艺所无法比拟的优点,如污泥浓度高、产水水质好、抗冲击能力强等,是处理类似工业废水的有效方法

